Due to the diversity and complexity of weldment structure, it is not easy to do a good job of protection, which should be paid enough attention. Protective tooling shall be prepared and verified before welding. The welding protection of nickel expansion joint, titanium head, elbow, tee and titanium steel composite plate should be solved.
2.3 penetration
Incomplete penetration is equal to weakening the pressure bearing thickness. Like cracks, it is an impermissible welding defect, which involves the safety of pressure vessels.
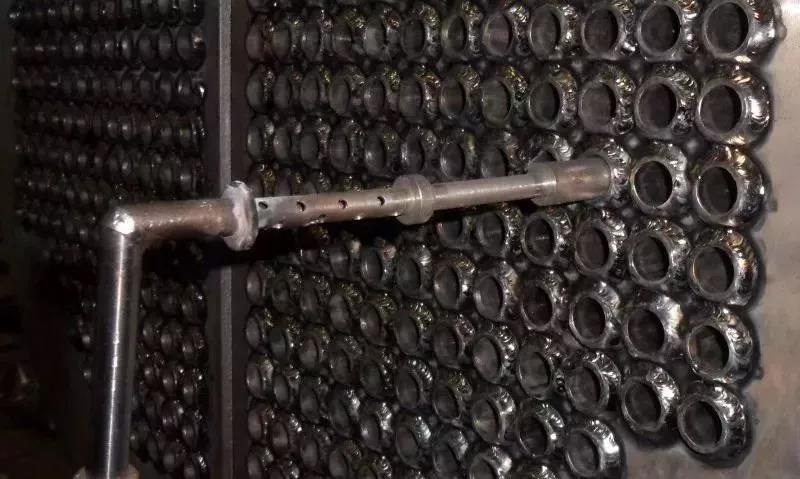
Class A and B butt joints of pressure vessels can be fully welded in most cases because they need to undergo radiographic testing. Incomplete penetration often occurs in the class D fillet joint between nozzle and cylinder, especially with reinforcing ring. Because such welded joints often have no requirements for radiographic or ultrasonic testing, operators have not developed the awareness of penetration for a long time. If no special prompt is given, there are many cases of incomplete welding of nozzle.
Penetration requires groove processing in place, which is convenient for penetration and can not have a large assembly gap. If possible, the groove can be machined. If not, plasma or flame cutting can be used, but the grinding allowance shall be reserved.
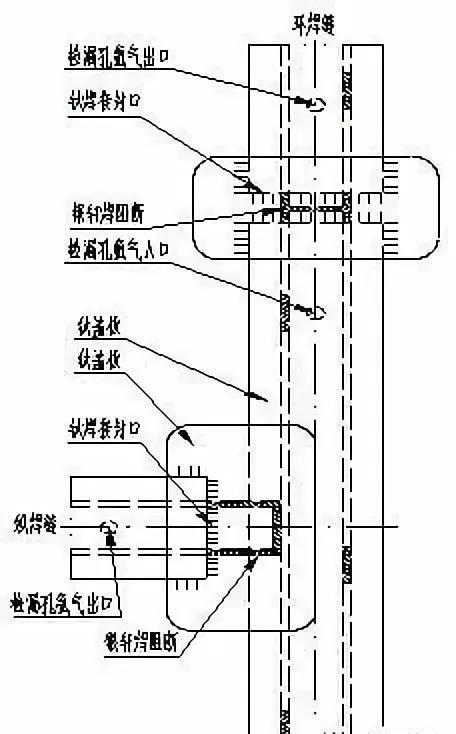
The detection method is an important means to cultivate the welder's awareness of penetration.
2.4 full and beautiful welds
The so-called weld fullness means that the weld filler metal of the butt joint is not lower than the surface of the base metal, and the weld leg height of the fillet joint meets the drawing requirements. Whether the weld is full is related to the number of welding layers. If it is not full, the number of welding layers is not enough. Plumpness of weld and height of weld leg are the easiest problems to solve, but they are often ignored. Uniform weld formation and uniform welding wave are beautiful.
The highest level of welding operation is to pursue the external beauty of the weld while ensuring the internal quality of the weld. Gorgeous inside and outside is the ultimate goal of welding quality. If the weld appearance is qualified, it may not be beautiful. What are the criteria for evaluating beauty? There is only one way here, that is, looking at "comfort" is like appreciating a handicraft.
Do not take the weld repair as the reason for the unsightness of the weld. It must be clear that the weld repair is the most serious damage to the weld surface quality, and try to avoid the weld repair.
Therefore, we should establish the welding concept of "welding well, seeking better and welding well at one time".
"Good welding" is the most basic requirement to ensure that the comprehensive performance of the welded joint is qualified;
"Seeking better" is the beauty of weld bead;
"One-time welding" means no repair, no damage to the appearance quality of the weld, and no waste of time and materials.
Deeply understand the connotation of welding quality
The welding quality shall ensure the mechanical properties or corrosion resistance of the welded joint, which is not only qualified in NDT, but also able to withstand the double inspection of "flaw detection" and "performance" like the test piece of welder examination. NDT qualification cannot be regarded as the only qualification index, otherwise, it is a superficial understanding. Qualified NDT is far from qualified quality. It is a necessary condition for qualified quality, not a sufficient condition. There are many indicators of qualified quality, and there are different requirements for different materials or service environment.
Qualified welding shall at least include the following 5 items:
1) NDT qualified;
2) Mechanical properties are qualified;
3) Acceptable color (titanium weld bead interlayer and final surface);
4) Qualified corrosion test (stainless steel or corrosion resistant alloy);
5) The metallographic structure is qualified (duplex stainless steel).
Enhance the sense of responsibility
Working according to drawings, standards and processes is called a sense of responsibility. Product quality is dry, not drawn or made up. Therefore, both at home and abroad attach great importance to the actual welding operation, and it is mandatory for welders to work with certificates.
No matter how well the welding process is compiled, it can only be reflected in the product through the operation of the welder. Welding quality is in the hands (operation skills) and hearts (sense of responsibility) of each welder. Not only by hand, but also by heart. Poor operation skills can be gradually improved. It's not terrible. What's terrible is that you don't have a sense of responsibility and don't work according to the process. The welding method, welding material and welding parameters formulated according to the welding process are the bottom line of the welder. Conscientious and meticulous implementation of the process is the welder's professional ethics. Honesty is the foundation of life and career, and fraud is equal to harming yourself. If you don't work according to the craft, you are making a fake or a bomb. Poor quality will harm the interests of the enterprise, the country and the people, and eventually harm themselves, the enterprise and the society.
The "20% inspection" shall be correctly understood, and the welder shall be responsible for the quality of the whole weld. The regulations clearly stipulate that the manufacturer shall also be responsible for the quality of the undetected part of the pressure vessel undergoing local nondestructive testing. "20% inspection" should not only pay attention to the so-called "T-shaped mouth", not to mention that 20% should be welded and the remaining 80% can be dealt with, but 100% should be welded and 100% should be the responsibility of the welder. It should be said that the detection proportion has nothing to do with the welder. The welder should not care too much about the detection proportion. If he cares too much, he has ideological problems. This idea is dangerous. In addition, due to the existence of "20% inspection", the welder should not place all the welding quality on the inspection, or become an excuse. The welder should also be responsible for the welding quality of the undetected part.
The welder is responsible for the welding quality. Everyone should also create good welding conditions for the welder. If the conditions are not met, the welder can refuse to weld. The welder has the right to refuse welding if the groove processing is not in place, the assembly is unqualified, the cleaning is not clean before welding, there is no protection or the protection cannot achieve the effect.
Improve operation skills
The skills of apprentices who have received short operation training can not meet the requirements of work, so they should make more use of their spare time to practice their operation skills. Only after having basic operation skills can they take the post, which is the beginning of substantial improvement of skills. Welder skills are not practiced on the test board, but on the product. The more work you do, the faster your skill level will improve. When you can weld type A / b joints of cylinder and pipe heads of heat exchanger, you are a mature welder.
An excellent TIG welder needs two skills: operation and making protective tooling.
During TIG welding, the operation method of short arc without swinging, straight line or micro swinging shall be adopted to keep the center line of tungsten electrode at 80 ° ~ 85 ° with the workpiece surface, and the included angle between filler wire and workpiece surface shall be as small as possible, generally about 10 °. The feeding of filler wire is not directly immersed in the molten pool, but to make the filler wire in front of the tungsten electrode melt and feed at the same time, that is, the so-called twist wire and spot wire, which can prevent non fusion and beautiful welding wave. The faster the spot wire speed is, the finer and more uniform the welding wave will be and the more beautiful the weld bead will be. The rhythmic "pop" sound of molten droplets melting into the molten pool is the most beautiful note of TIG welding.
The first layer of weld bead at the root of nickel material may have post weld cracking, i.e. thermal crack. At this time, the method of adding more filler wires to increase the thickness of deposited metal can be used to remedy it. The arc crater shall be filled during arc stopping to prevent arc stopping cracks.
The so-called "rocker welding" is not suitable for the welding of titanium nickel materials. The swing amplitude of this operation method is large, and the argon protection effect becomes worse; Slow walking speed, wide weld bead and large linear energy; Incomplete fusion may occur when the wire is continued rather than dotted.
Titanium material can swing properly on the premise of good protection of molten pool, so as to ensure good fusion with base metals on both sides and weld bead forming quality. In order to ensure the corrosion resistance of the joint, nickel materials advocate multi-pass welding, do not swing as much as possible, and press one weld at a time, commonly known as "braided welding". When the welding speed comes up, the heat input is naturally small, which is beneficial to prevent overheating and improve the comprehensive performance of the welded joint. When you see that the weld surface is thin pass and multi pass welding, you can conclude that this is the work of a knowledgeable welder.
The hot end of the welding wire shall always be under the argon protection of the welding handle, that is, when the arc is stopped, the end of the welding wire shall not leave the protection area of the welding handle immediately, but shall stay for 3 ~ 4 seconds, so that the welding wire head must be silver white. However, most welders do not form the habit of pausing for a moment. As soon as they stop the arc, they can't wait to open the welding cap to see what's going on. It's a little short of an excellent TIG welder. It is difficult to cut off the end of the oxidized welding wire before each re welding.
While training welders' operation skills, they should also cultivate welders' protection awareness and learn how to protect, that is, learn to make protective tooling. Because no matter how well formed the weld bead is oxidized, it is futile.
In addition to operating skills, welders should also master some "should know and should know". When welders pick up welding materials for welding, they should know what materials are welded and what welding materials are used, understand the weldability of materials, and be able to judge the correctness of the use of welding materials. Using wrong welding materials is a serious quality accident. We won't agree with such welders. They do a good job, but they don't know what welding materials they use and what materials they weld.
Process control
Process control is the essence of welding quality control. If the process is good, the result will be good. Process control includes the use of welding materials, drying of welding rods, groove processing, cleaning of welding wires and weldments, preheating before welding, welding parameters, interlayer temperature, number of welding layers, surface color of weld bead, etc.
Welding current is the most important parameter of welding specification. Controlling welding current is to control heat input. The heat input has an effect on the mechanical properties and corrosion properties of the joint. In order to obtain balanced austenite and ferrite duplex structure, duplex stainless steel needs to choose moderate welding heat input. In addition, all materials shall adopt small welding heat input, especially austenitic stainless steel and titanium nickel materials.
The interpass temperature has been renamed "interpass temperature", which is a reasonable name. It is clear that the interpass temperature should also be controlled for surfacing, not the interpass temperature. The purpose of controlling the temperature between channels is the same as that of controlling the welding current, which is to prevent overheating. For steel grades requiring preheating before welding, the interpass temperature shall not be lower than the preheating temperature. In addition, the lower the inter channel temperature, the better (but not lower than 15 ℃). Considering the welding efficiency, the interpass temperature of carbon steel and low alloy steel shall not exceed 300 ℃, that of austenitic stainless steel and nickel materials shall not exceed 150 ℃, and that of titanium materials shall not exceed 120 ℃.
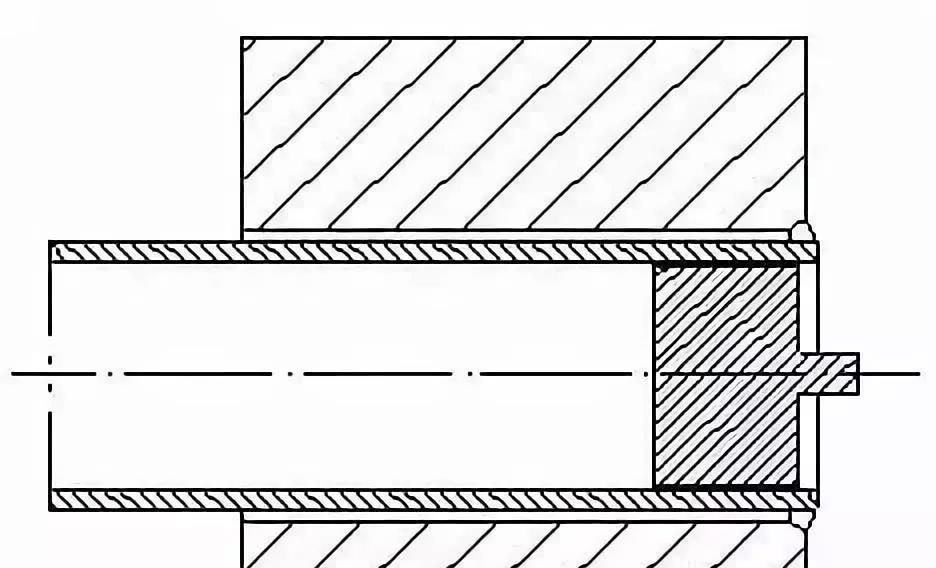
The number of welding layers is also the key to ensure no leakage after welding. It shall be clearly stated that pressure bearing welds are not completed by welding only one layer, and two or more layers shall be welded. At least two layers of welds shall be welded between heat exchange tube and tube sheet, titanium cover plate of titanium steel composite plate, welding ring and liner pipe, flange and connecting pipe.
The color inspection of titanium welding bead surface is the most important link to be controlled. The emphasis here is on the weld bead surface color, not the final post weld surface color, that is, the weld bead color of each layer shall be checked. There is no problem that the oxidized welded joint reaches grade I radiographic inspection, and NDT can not solve the oxidation problem.
There are non traceable aspects in the welding process, such as welding current, number of welding layers, surface color between passes, etc. once the welding is over, there is no way to find it. Therefore, welding process control is very important.